عملية تدوير الإطارات: من النفايات إلى مسحوق المطاط
يساعد فهم عملية إعادة تدوير الإطارات المشغلين على تحسين كفاءة الإنتاج وجودة المنتج. تقوم مصانع إعادة تدوير الإطارات الحديثة بتحويل الإطارات منتهية الصلاحية إلى مواد خام قيمة من خلال عملية منهجية متعددة المراحل. يشرح هذا الدليل كل خطوة من جمع الإطارات الأولي إلى إنتاج بودرة المطاط النهائية.
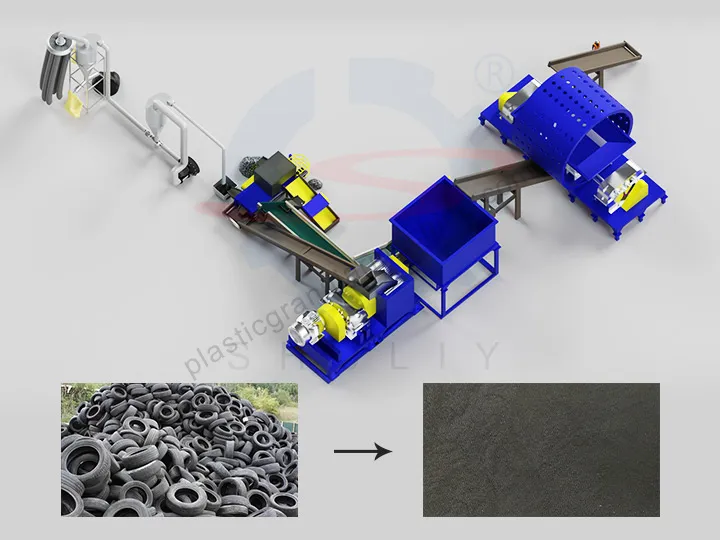
نظرة عامة على عملية إعادة تدوير الإطارات
تتضمن عملية إعادة تدوير الإطارات عدة مراحل مميزة، كل منها مصمم لتقليل حجم الإطار تدريجيًا وفصل مكونات المادة المختلفة. عادةً ما تنتج خط إعادة تدوير الإطارات الكامل ثلاثة مخرجات رئيسية: بودرة أو حبيبات المطاط، أسلاك الصلب، والألياف النسيجية. تجد كل مادة تطبيقات في صناعات مختلفة، مما يخلق قيمة من النفايات التي كانت تعتبر سابقًا.
تعتمد كفاءة عملية إعادة تدوير الإطارات على اختيار المعدات المناسبة، وتحسين العمليات، ومراقبة الجودة في كل مرحلة. فهم كيف يساهم كل خطوة في المنتج النهائي يساعد على تحديد فرص التحسين وحل المشكلات عند ظهورها.
الخطوة 1: جمع الإطارات والفرز الأولي
تبدأ عملية إعادة تدوير الإطارات بجمع الإطارات منتهية الصلاحية من مصادر مختلفة. توفر مراكز خدمة السيارات، وتجار الإطارات، ومشغلو الأساطيل، ونقاط جمع النفايات البلدية المادة الخام. تضمن لوجستيات الجمع السليمة إمدادًا مستمرًا للعملية.
يفصل الفرز الأولي الإطارات حسب النوع والحجم. تتطلب إطارات السيارات الشخصية، وإطارات الشاحنات، وإطارات الطرق الوعرة (OTR) طرق معالجة مختلفة بسبب اختلاف حجمها وبنائها. كما يحدد الفرز الإطارات غير الصالحة لإعادة التدوير، مثل تلك الملوثة بشدة أو التالفة بشكل يتجاوز القدرة على المعالجة.
تعتبر اعتبارات التخزين مهمة جدًا. يجب تخزين الإطارات في مناطق مغطاة محمية من أشعة الشمس المباشرة وتراكم الأمطار. يمنع التكديس الصحيح التشوه ويسهل التغذية الفعالة للمعدات. تدابير الوقاية من الحرائق تستحق اهتمامًا خاصًا نظرًا لطبيعة المطاط القابلة للاشتعال.
الخطوة 2: فك الحافة والمعالجة المسبقة
تعد المعالجة المسبقة ضرورية لتحضير الإطارات للتكسير والطحن بكفاءة. العملية الحاسمة الأولى تتضمن إزالة أسلاك الحافة الفولاذية من جدران الإطارات الجانبية. يمكن أن تتلف هذه الكابلات الفولاذية السميكة، المدمجة في الهيكل الداخلي للإطار، معدات التكسير إذا لم تتم إزالتها مسبقًا.
يستخدم مفكوكات الإطارات قوة هيدروليكية لسحب أسلاك الحافة من هياكل الإطارات. يمثل الصلب المستخرج خردة معدنية قيمة يمكن بيعها مباشرة لمعادني الصلب. عادةً ما يحقق الصلب النظيف من فك الحافة أسعارًا أفضل من الخردة المختلطة بسبب تركيبه المعروف وقلة التلوث.
بالنسبة للإطارات الأكبر، خاصة إطارات التعدين OTR، تستخدم معدات تفكيك الإطارات المتخصصة تكسر الهياكل الضخمة للإطارات إلى قطع manageable. يتيح هذا الاختزال المسبق للحجم معالجة المواد بكفاءة في المراحل اللاحقة.
الخطوة 3: التكسير الأولي
يمثل التكسير الأولي المرحلة الأولى من تقليل الحجم. تُستخدم مكاوي الإطارات المجهزة بشفرات دوارة لقطع الإطارات الكاملة إلى قطع بحجم راحة اليد، حوالي 50-100 مم. يجهز هذا التقليل الكبير في الحجم المادة للعمليات الطحنية اللاحقة.
تستخدم أنظمة تكسير الإطارات الحديثة تكوينات ذات عمودين أو أربعة أعمدة. تسحب هذه التصاميم الإطارات تلقائيًا إلى حجرة القطع، مما يقلل من متطلبات التغذية اليدوية. تقطع الشفرات المتشابكة عبر المطاط والصلب والألياف في آن واحد، مما ينتج رقائق خشنة موحدة مناسبة لمزيد من المعالجة.
يمكن تعديل حجم مخرج المفرمة عن طريق تغيير تكوينات الشاشة. تنتج الشاشات الصغيرة رقائق أدق، ولكنها تقلل من سعة الإنتاج. يوازن المشغلون بين حجم المخرجات وإجمالي الإنتاج استنادًا إلى متطلبات المعدات التالية ومواصفات السوق للمنتجات الوسيطة.
الخطوة 4: الطحن الثانوي وتقليل الحجم
يحول الطحن الثانوي رقائق الإطارات المفرومة إلى حبيبات أو مسحوق مطاطي. عادةً ما تستخدم هذه المرحلة مطاحن دوارة عالية السرعة مع شفرات متخصصة مصممة لمعالجة المطاط. يولد عملية الطحن حرارة احتكاكية تساعد على فصل المطاط عن الصلب والألياف المدمجة.
قد يتم استخدام مراحل طحن متعددة حسب مواصفات المنتج المستهدفة. ينتج الطحن الأولي حبيبات مطاطية بحجم 1-5 مم مناسبة لأسطح الملاعب ومسارات الرياضة. يخلق الطحن الإضافي مسحوق مطاط ناعم يتراوح بين 10 إلى 40 شبكة (0.4-2.0 مم) للاستخدام في تعديل الأسفلت والمنتجات المصبوبة.
تقوم أنظمة الفرز بتصنيف المادة المطحونة حسب الحجم. تعود الجسيمات الكبيرة إلى مطحنة لمزيد من المعالجة، بينما تتجه المادة ذات الحجم الصحيح إلى مراحل الفصل. يضمن هذا النظام المغلق جودة المنتج بشكل مستمر ويزيد من استغلال المادة.
الخطوة 5: فصل الصلب
يفصل الفصل المغناطيسي قطع الصلب التي تحررت أثناء عمليات الطحن. حتى بعد فك الحافة، تحتوي الإطارات على محتوى كبير من الصلب في حزم الأحزمة ومناطق الحافة. تجذب الأسطوانات المغناطيسية القوية أو المغناطيسات فوق الحزام المواد الحديدية بينما تسمح بمرور المطاط والألياف.
يعتمد كفاءة الفصل المغناطيسي على قوة المغناطيس، معدل تدفق المادة، وحجم الجسيمات. قد تكون هناك حاجة لعدة مراحل فصل لتحقيق معدلات استرداد عالية للصلب. يضيف الصلب النظيف المسترجع قيمة إيرادات ويمنع التلوث في منتجات المطاط النهائية.
تتكامل أنظمة إعادة تدوير المطاط الحديثة بسلاسة مع أنظمة التعامل مع المواد. تتحكم الأنظمة الآلية في شدة الفصل المغناطيسي استنادًا إلى خصائص المادة، مما يعزز الاسترداد ويحافظ على سرعة المعالجة.
الخطوة 6: فصل الألياف
يمثل فصل الألياف النسيجية المرحلة الأخيرة من استرداد المواد. تحتوي الإطارات على ألياف نايلون أو بوليستر توفر التعزيز الهيكلي. يجب إزالة هذه الألياف لإنتاج مسحوق مطاط نظيف مناسب للتطبيقات ذات القيمة العالية.
تستخدم فواصل الألياف مزيجًا من تدفق الهواء والفحص لإزالة المواد النسيجية الخفيفة الوزن من جزيئات المطاط الأثقل. تسحب أنظمة الفراغ الألياف بعيدًا مع السماح للمطاط بالسقوط عبر شاشات التصنيف. يمكن بيع الألياف المفصولة لمختلف التطبيقات الصناعية أو استخدامها كوقود في أفران الأسمنت.
يتطلب إزالة الألياف بنسبة 99% ضبط تدفق الهواء وتركيبات الشاشات بشكل صحيح. يراقب المشغلون كفاءة الفصل من خلال الفحص البصري والاختبارات الجودة. أي ألياف متبقية في مسحوق المطاط تؤثر على جودة المنتج وقد تحد من تطبيقاته السوقية.
الخطوة 7: التصنيف النهائي والتعبئة
تقوم المرحلة النهائية من المعالجة بتصنيف بودرة أو حبيبات المطاط حسب الحجم وتحضير المنتجات للشحن. يضمن الفحص الدقيق توزيع حجم الجسيمات بشكل متسق وفقًا لمواصفات العميل. تشمل التصنيفات الشائعة الحجم 10-20 شبكة، 20-30 شبكة، و30-40 شبكة لتطبيقات البودرة.
خيارات التعبئة تختلف حسب متطلبات العميل ولوجستيات النقل. تتناسب الأكياس الكبيرة (سعة 1 طن) مع العملاء الذين يتعاملون بكميات كبيرة مع معدات مناولة المواد. الأكياس الصغيرة 25 كجم تخدم العملاء الذين لديهم سعة تخزين محدودة أو متطلبات دفعة معينة. تقدم بعض العمليات تخزينًا في صوامع مع تفريغ هوائي للمستخدمين المستمرين بكميات عالية.
تتحقق اختبارات مراقبة الجودة في هذه المرحلة من مطابقة المنتج للمواصفات قبل الشحن. يضمن تحليل حجم الشبكة، ومحتوى الرطوبة، وفحوصات التلوث بالألياف، والفحص البصري جودة المنتج بشكل ثابت. توفر توثيقات نتائج الاختبار للعملاء ثقة في استمرارية المنتج.
نصائح تحسين العملية
يتطلب تحسين عملية إعادة تدوير الإطارات الانتباه لعدة عوامل رئيسية. يمنع الصيانة الدورية للمعدات توقف غير متوقع ويحافظ على جودة المنتج. تساعد جداول شحذ الشفرات، وروتينات التشحيم، وبرامج استبدال الشاشات على تشغيل المعدات بكفاءة عالية.
إدارة معدل التدفق تؤثر بشكل كبير على كفاءة المعالجة. الإفراط في تغذية المعدات يسبب انسدادات وارتداء مفرط، بينما يقلل التغذية المنخفضة من قدرة الإنتاج. العثور على معدل التغذية الأمثل لخصائص المادة الخاصة بك يحسن التدفق ويقلل من تكاليف التشغيل.
مراقبة درجة الحرارة أثناء الطحن تمنع تدهور المطاط. يمكن أن يتسبب الحرارة الزائدة في تدهور المطاط أو التصاقه بأسطح المعدات. تساعد أنظمة التبريد، وتعديلات سرعة المعالجة، والتشغيل المتقطع على إدارة درجة الحرارة ضمن النطاقات المقبولة.
تكوين المعدات لمخرجات مختلفة
| المنتج المستهدف | المعدات المطلوبة | المخرجات النموذجية |
|---|---|---|
| رقائق المطاط (50-100مم) | فاصل إطارات فقط | وقود مستخلص من الإطارات (TDF) |
| حبيبات المطاط (1-5مم) | مفرمة مطحنة | أسطح الملاعب، المسارات |
| بودرة المطاط (شبكة 10-40) | خط كامل مع فواصل | الأسفلت، المنتجات المصبوبة |
احصل على معدات إعادة تدوير الإطارات المهنية
يتطلب تنفيذ عملية إعادة تدوير إطارات فعالة معدات عالية الجودة مصممة للعمل المستمر. في شركة شوللي للمعدات، نصنع خطوط إعادة تدوير إطارات كاملة مصممة لتلبية متطلبات الإنتاج الخاصة بك والأسواق المستهدفة.
يساعد فريقنا الهندسي في تصميم تدفقات عملية مثالية استنادًا إلى خصائص المادة الخام، وأهداف الإنتاج، ومواصفات المنتج. من الآلات الفردية إلى أنظمة المفاتيح الجاهزة، نوفر معدات تقدم أداءً موثوقًا وجودة منتج ثابتة.
اتصل بنا لمناقشة متطلبات مشروع إعادة تدوير الإطارات الخاص بك والحصول على توصيات معدات مخصصة لعملية الإنتاج الخاصة بك.
الأسئلة المتكررة
كم من الوقت تستغرق عملية إعادة تدوير الإطارات؟
تستغرق عملية إعادة تدوير الإطارات الكاملة إلى مسحوق المطاط النهائي حوالي 2-3 دقائق لكل إطار عبر خط إنتاج مستمر. تعتمد مدة المعالجة الفعلية على حجم الإطار، وسعة المعدات، ومواصفات المنتج المستهدفة.
ما النسبة المئوية من الإطار التي يمكن إعادة تدويرها؟
تستعيد عمليات إعادة تدوير الإطارات الحديثة حوالي 95-98% من مواد الإطارات. يمثل مسحوق أو حبيبات المطاط 65-70% من وزن الإطار، ويشكل الصلب حوالي 15-20%، والألياف النسيجية 5-8%. يتبقى فقط كمية صغيرة من المخلفات التي تذهب إلى النفايات.
ما الفرق بين بودرة المطاط وحبيبات المطاط؟
حبيبات المطاط هي جزيئات أكبر (1-5 مم) تنتج من خلال الطحن الأولي، مناسبة لأسطح الملاعب ومسارات الرياضة. مسحوق المطاط هو مادة أدق (10-40 شبكة أو 0.4-2.0 مم) يتم إنشاؤه من خلال الطحن الثانوي، ويستخدم في تعديل الأسفلت والمنتجات المصبوبة.
كم يمكن استرداد من الصلب من الإطارات؟
تحتوي إطارات السيارات الشخصية على حوالي 10-15% من الصلب بالوزن، بينما تحتوي إطارات الشاحنات على 15-20%. يمكن لمصنع إعادة تدوير الإطارات الذي يعالج 2 طن في الساعة استرداد 300-400 كجم من أسلاك الصلب النظيف يوميًا، مما يحقق إيرادات إضافية كبيرة.
ما الذي يؤثر على جودة مسحوق المطاط المعاد تدويره؟
تعتمد جودة مسحوق المطاط على اتساق حجم الجسيمات، ومستويات تلوث الصلب والألياف، ومحتوى الرطوبة، وخلوه من المواد الأجنبية. تضمن الصيانة الصحيحة للمعدات، والتحكم في العملية، واختبارات الجودة تلبية مواصفات المنتج لمتطلبات العميل.