Процесс переработки шин: от отходов к резиновому порошку
Понимание процесса переработки шин помогает операторам оптимизировать эффективность производства и качество продукции. Современные заводы по переработке шин превращают изношенные шины в ценные сырьевые материалы через систематический многоэтапный процесс. Эта инструкция объясняет каждый шаг — от первоначального сбора шин до производства конечной резиновой пыли.
Обзор процесса переработки шин
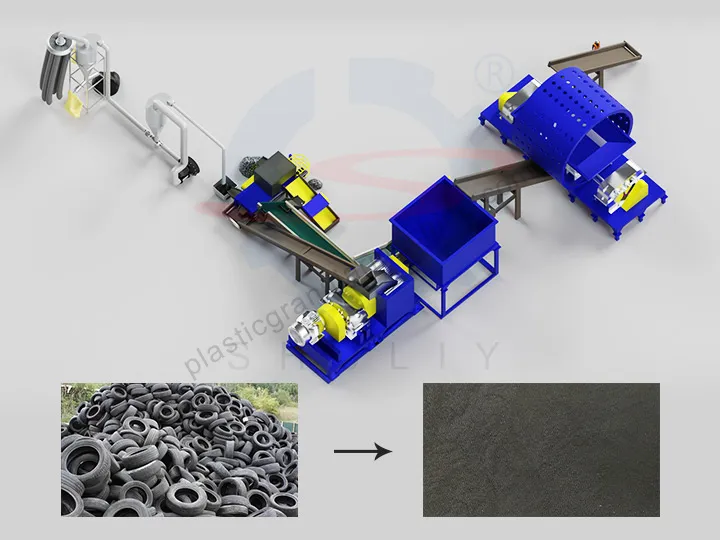
Процесс переработки шин включает несколько этапов, каждый из которых предназначен для постепенного уменьшения размера шин и разделения различных материалов. Полная линия переработки шин обычно производит три основных продукта: резиновую пыль или гранулы, стальной трос и текстильное волокно. Каждый материал находит применение в различных отраслях, создавая ценность из того, что ранее считалось отходами.
Эффективность вашей линии переработки шин зависит от правильного выбора оборудования, оптимизации процесса и контроля качества на каждом этапе. Понимание вклада каждого шага в конечный продукт помогает выявлять возможности для улучшения и устранять проблемы по мере необходимости.
Шаг 1: сбор шин и первоначальная сортировка
Процесс переработки шин начинается со сбора шин, вышедших из эксплуатации, из различных источников. Автосервисы, продавцы шин, операторы автопарков и муниципальные пункты сбора отходов обеспечивают исходное сырье. Правильная логистика сбора обеспечивает стабильное поступление материалов для непрерывной работы.
Начальная сортировка разделяет шины по типу и размеру. Шины легковых автомобилей, грузовые и внедорожные требуют различных подходов к обработке из-за различий в размере и конструкции. Также сортировка выявляет шины, непригодные для переработки, например, сильно загрязненные или поврежденные.
Хранение — важный аспект. Шины следует хранить в крытых помещениях, защищенных от прямых солнечных лучей и дождя. Правильная укладка предотвращает деформацию и облегчает подачу в оборудование. Особое внимание уделяется мерам пожарной безопасности, учитывая воспламеняемость резиновых материалов.
Шаг 2: дебейдинг шин и предварительная обработка
Предварительная обработка подготавливает шины к эффективной дробке и измельчению. Первый важный этап — удаление стальных тросов из боковин шин. Эти толстые стальные кабели, встроенные в внутреннюю структуру шины, могут повредить оборудование, если не будут удалены заранее.
Дебейдеры шин используют гидравлическое усилие для вытягивания стальных тросов из боковин шин. Извлеченная сталь — это ценный металлолом, который можно напрямую продавать переработчикам стали. Чистая сталь после дебейдинга обычно стоит дороже, чем смешанный лом, благодаря известному составу и минимальному загрязнению.
Для больших шин, особенно горных шин OTR, используют специализированное оборудование для демонтажа шин, которое разбивает массивные конструкции шин на управляемые части. Этот предварительный этап уменьшения размера позволяет эффективно обрабатывать материал на следующих стадиях.
Шаг 3: первичная дробка
Первичная дробка — это первый крупный этап уменьшения размера. Шредеры шин с вращающимися лезвиями разрезают целые шины на куски размером примерно 50-100 мм. Этот значительный этап уменьшения размера подготавливает материал для последующих стадий дробления.
Современные системы дробления шин используют конфигурации с двумя или четырьмя валами. Эти конструкции автоматически втягивают шины в режущую камеру, уменьшая необходимость ручной подачи. Взаимосоединенные лезвия разрезают резину, сталь и волокна одновременно, создавая однородные грубые куски, пригодные для дальнейшей обработки.
Размер выхода шредера можно регулировать, меняя конфигурацию решеток. Меньшие решетки дают более мелкие куски, но снижают пропускную способность. Операторы балансируют между размером выхода и объемом производства в зависимости от требований оборудования на следующем этапе и рыночных спецификаций для промежуточной продукции.
Шаг 4: вторичная дробка и уменьшение размера
Вторичная дробка превращает измельченные шины в резиновые гранулы или пыль. Обычно используют высокоскоростные роторные дробилки со специальными лезвиями для обработки резины. В процессе дробления выделяется трение, которое помогает отделить резину от встроенной стали и волокон.
В зависимости от требований к конечному продукту могут применяться несколько этапов дробления. Первичное дробление дает резиновые гранулы в диапазоне 1-5 мм, подходящие для игровых площадок и спортивных трасс. Далее дробление создает мелкую резиновую пыль в диапазоне 10-40 меш (0,4-2,0 мм) для модификации асфальта и формованных изделий.
Системы просеивания классифицируют измельченный материал по размеру. Слишком крупные частицы возвращаются в дробилку для дополнительной обработки, а правильно размерные — проходят в стадии разделения. Эта замкнутая система обеспечивает стабильное качество продукции и максимальное использование материала.
Шаг 5: отделение стали
Магнитное разделение удаляет металлические фрагменты, освобожденные во время дробления. Даже после дебейдинга шины содержат значительное количество стали в поясе и боковых стенках. Мощные магнитные барабаны или магниты, расположенные над лентой, притягивают ферромагнитные материалы, пропуская резину и волокна.
Эффективность магнитного разделения зависит от силы магнита, скорости потока материала и размера частиц. Для достижения высокого уровня восстановления стали может потребоваться несколько этапов разделения. Чистая сталь, полученная в результате, увеличивает доход и предотвращает загрязнение конечной резиновой продукции.
Современные заводы по переработке резины интегрируют магнитные сепараторы в системы обработки материалов. Автоматические системы управления регулируют интенсивность сепарации в зависимости от характеристик материала, оптимизируя восстановление и поддерживая скорость обработки.
Шаг 6: Отделение волокон
Отделение текстильных волокон — это последний этап восстановления материалов. В шинах содержатся нейлоновые или полиэстеровые волокна, обеспечивающие структурную прочность. Их необходимо удалять для получения чистой резиновой пыли, пригодной для высокоценного применения.
Волоконные сепараторы используют сочетание воздушных потоков и сит для удаления легких текстильных материалов из более тяжелых резиновых частиц. Вакуумные системы втягивают волокна, позволяя резине падать через классификационные решетки. Отделенные волокна могут продаваться для различных промышленных целей или использоваться в качестве топлива в цементных печах.
Для достижения удаления более 99% волокон необходимо правильно настроить поток воздуха и конфигурацию решеток. Операторы контролируют эффективность разделения визуально и с помощью тестирования. Оставшиеся в резиновой пыли волокна могут ухудшать качество продукции и ограничивать рыночные возможности.
Шаг 7: окончательная классификация и упаковка
Последний этап обработки классифицирует резиновую пыль или гранулы по размеру и подготавливает продукцию к отправке. Точное ситовое просеивание обеспечивает однородность размера частиц, соответствующую требованиям заказчика. Распространенные размеры — 10-20 меш, 20-30 меш и 30-40 меш для порошковых применений.
Варианты упаковки зависят от требований клиента и логистики перевозки. Мешки оптом (емкостью 1 тонна) подходят крупным заказчикам с оборудованием для обработки материалов. Меньшие мешки по 25 кг предназначены для клиентов с ограниченными запасами или специфическими требованиями к партии. Некоторые предприятия используют силосы с пневматическим выгрузом для постоянных больших объемов.
Контроль качества на этом этапе включает проверку соответствия продукции спецификациям перед отправкой. Анализ размера решетки, влажности, проверка загрязнений волокнами и визуальный осмотр обеспечивают стабильное качество продукции. Документация результатов тестирования дает клиентам уверенность в однородности продукции.
Советы по оптимизации процесса
Оптимизация процесса переработки шин требует внимания к нескольким ключевым факторам. Регулярное обслуживание оборудования предотвращает неожиданные простои и поддерживает качество продукции. Графики заточки лезвий, смазочные режимы и программы замены решеток позволяют оборудованию работать на пике эффективности.
Управление подачей значительно влияет на эффективность обработки. Перегрузка оборудования вызывает застревания и износ, а недостаточная подача снижает производительность. Оптимальный режим подачи с учетом характеристик материала повышает пропускную способность и снижает эксплуатационные расходы.
Контроль температуры во время дробления предотвращает деградацию резины. Избыточное тепло может привести к ухудшению свойств резины или ее прилипанию к поверхностям оборудования. Системы охлаждения, регулировка скорости обработки и прерывистая работа помогают поддерживать температуру в допустимых пределах.
Конфигурация оборудования для различных видов продукции
| Целевой продукт | Требуемое оборудование | Типичный выход |
|---|---|---|
| Резиновые чипсы (50-100 мм) | Шредер для шин только | Топливо, полученное из шин (TDF) |
| Резиновые гранулы (1-5 мм) | Шредер Дробилка | Игровые площадки, дорожки |
| Резиновая пыль (10-40 меш) | Полная линия с сепараторами | Асфальт, формованные изделия |
Получите профессиональное оборудование для переработки шин
Для внедрения эффективного процесса переработки шин требуется качественное оборудование, предназначенное для непрерывной работы. В компании Shuliy Machinery мы производим полные линии переработки шин, настроенные под ваши конкретные требования и целевые рынки.
Наша инженерная команда помогает разрабатывать оптимальные технологические схемы на основе характеристик сырья, целей производства и требований к продукции. От отдельных машин до полностью готовых систем «под ключ» — мы предоставляем оборудование, обеспечивающее надежную работу и стабильное качество продукции.
Свяжитесь с нами, чтобы обсудить требования к вашему проекту переработки шин и получить индивидуальные рекомендации по оборудованию для вашего предприятия.
Часто задаваемые вопросы
Сколько времени занимает процесс переработки шин?
Полный цикл переработки шин от целых шин до готовой резиновой пыли занимает примерно 2-3 минуты на одну шину при использовании непрерывной линии производства. Реальное время обработки зависит от размера шин, мощности оборудования и требований к конечной продукции.
Какой процент шины можно переработать?
Современные процессы переработки шин восстанавливают примерно 95-98% материалов. Резиновая пыль или гранулы составляют 65-70% веса шины, стальной трос — 15-20%, а текстильное волокно — 5-8%. Остатки отходов минимальны.
В чем разница между резиновой пылью и резиновыми гранулами?
Резиновые гранулы — это крупные частицы (1-5 мм), получаемые при первичной дробке, подходящие для игровых площадок и спортивных трасс. Резиновая пыль — это более мелкий материал (10-40 меш или 0,4-2,0 мм), создаваемый при вторичной дробке, используется для модификации асфальта и формованных изделий.
Сколько стальной можно восстановить из шин?
Автомобильные шины содержат примерно 10-15% стали по весу, а грузовые — 15-20%. Типичная линия переработки шин мощностью 2 тонны в час может ежедневно получать 300-400 кг чистого стального троса, что приносит значительный дополнительный доход.
Что влияет на качество переработанной резиновой пыли?
Качество резиновой пыли зависит от однородности размера частиц, уровня загрязнения сталью и волокнами, влажности и отсутствия посторонних материалов. Правильное обслуживание оборудования, контроль процесса и тестирование качества обеспечивают соответствие продукции требованиям заказчика.