Reifenrecyclingprozess: Von Abfall zu Gummipulver
Das Verständnis des Reifenrecyclingprozesses hilft Betreibern, die Produktionseffizienz und Produktqualität zu optimieren. Moderne Reifenrecyclinganlagen verwandeln Altreifen durch einen systematischen Mehrstufenprozess in wertvolle Rohstoffe. Diese Anleitung erklärt jeden Schritt von der anfänglichen Reifensammlung bis zur endgültigen Gummipulverproduktion.
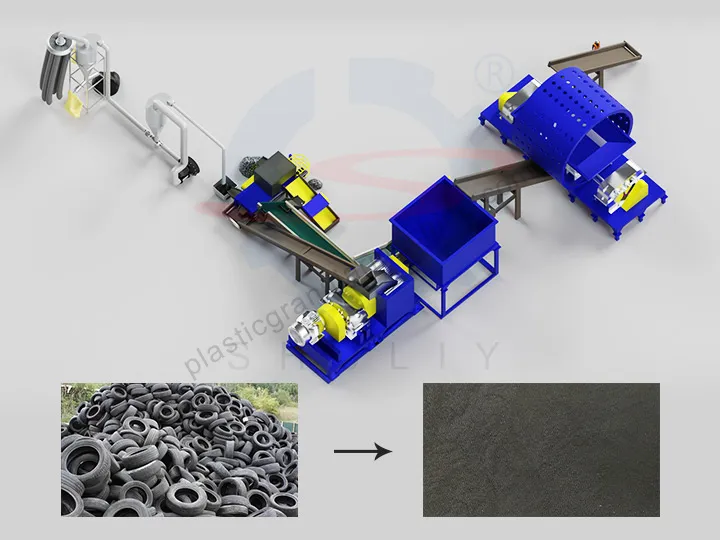
Übersicht über den Reifenrecyclingprozess
Der Reifenrecyclingprozess umfasst mehrere einzelne Stufen, die jeweils darauf ausgelegt sind, die Reifengröße schrittweise zu reduzieren und verschiedene Materialkomponenten zu trennen. Eine vollständige Reifenrecyclinglinie produziert typischerweise drei Hauptausgänge: Gummipulver oder -granulate, Stahlkabel und Textilfasern. Jedes Material findet Anwendungen in verschiedenen Industrien und schafft Wert aus dem, was zuvor als Abfall galt.
Die Effizienz Ihrer Reifenrecyclinganlage hängt von der richtigen Auswahl der Ausrüstung, Prozessoptimierung und Qualitätskontrolle in jeder Stufe ab. Das Verständnis, wie jeder Schritt zum Endprodukt beiträgt, hilft, Verbesserungsmöglichkeiten zu erkennen und Probleme zu beheben, wenn sie auftreten.
Schritt 1: Reifensammlung und anfängliche Sortierung
Der Reifenrecycling-Prozess beginnt mit der Sammlung von Altreifen aus verschiedenen Quellen. Auto-Servicezentren, Reifenhändler, Fuhrparkbetreiber und kommunale Abfallsammelstellen liefern das Rohstoff-Input. Eine ordnungsgemäße Logistik bei der Sammlung gewährleistet eine gleichmäßige Versorgung für den Dauerbetrieb.
Die anfängliche Sortierung trennt Reifen nach Typ und Größe. Pkw-Reifen, Lkw-Reifen und Off-the-Road-(OTR)-Reifen erfordern aufgrund ihrer Größen- und Aufbauunterschiede unterschiedliche Verarbeitungsansätze. Die Sortierung identifiziert auch Reifen, die für das Recycling ungeeignet sind, z. B. solche, die stark verunreinigt oder so beschädigt sind, dass eine Verarbeitung nicht möglich ist.
Lagerbedingungen sind von signifikanter Bedeutung. Reifen sollten in überdachten Bereichen gelagert werden, die vor direkter Sonneneinstrahlung und Regen geschützt sind. Ordnungsgemäßes Stapeln verhindert Verformungen und erleichtert das effiziente Zuführen in Verarbeitungsgeräte. Brandschutzmaßnahmen verdienen besondere Aufmerksamkeit aufgrund der brennbaren Natur von Gummimaterialien.
Schritt 2: Reifenentdratung und Vorverarbeitung
Die Vorverarbeitung bereitet Reifen auf ein effizientes Zerkleinern und Mahlen vor. Die erste kritische Operation besteht darin, die Stahl-Perlenkabel aus den Reifenflanken zu entfernen. Diese dicken Stahlseile sind in der inneren Struktur des Reifens eingebettet und können das Zerkleinerungsgerät beschädigen, wenn sie nicht vorher entfernt werden.
Tire debeaders use hydraulic force to pull bead wires from tire casings. The extracted steel represents valuable scrap metal that can be sold directly to steel recyclers. Clean steel from tire debeading typically commands better prices than mixed scrap because of its known composition and minimal contamination.
Für größere Reifen, insbesondere OTR-Bergbaureifen, zerlegt spezielle Reifen-Demontageausrüstung massive Reifenstrukturen in handhabbare Stücke. Diese vorläufige Größenreduzierung ermöglicht es nachfolgenden Verarbeitungsstufen, das Material effizient zu handhaben.
Schritt 3: Primäres Zerkleinern
Das primäre Zerkleinern stellt die erste große Größenreduktionsstufe dar. Reifenschredder mit rotierenden Messern schneiden ganze Reifen in handtellergroße Stücke von etwa 50–100 mm. Diese dramatische Größenreduzierung bereitet das Material für nachfolgende Mahlvorgänge vor.
Moderne Reifenzerkleinerungssysteme verwenden Doppelwellen- oder Vierwellenkonfigurationen. Diese Konstruktionen ziehen Reifen automatisch in die Schneidkammer, wodurch der manuelle Vorschub reduziert wird. Die ineinandergreifenden Messer schneiden gleichzeitig durch Gummi, Stahl und Fasern und erzeugen gleichmäßige grobe Stücke, die für die Weiterverarbeitung geeignet sind.
Die Ausgangsgröße des Zerkleinerers kann durch Änderung der Siebkonfiguration angepasst werden. Kleinere Siebe erzeugen feinere Stücke, reduzieren jedoch die Durchsatzkapazität. Betreiber balancieren die Ausgangsgröße gegen das Produktionsvolumen basierend auf Anforderungen nachgelagerter Geräte und Marktspezifikationen für Zwischenprodukte.
Schritt 4: Sekundäres Mahlen und Größenreduzierung
Die sekundäre Mahlung verwandelt zerkleinerte Reifenstücke in Gummigranulate oder -pulver. Diese Stufe nutzt typischerweise schnelllaufende Rotationsmühlen mit spezialisierten Messern, die für die Gummiverarbeitung ausgelegt sind. Der Mahlprozess erzeugt Reibungshitze, die hilft, Gummi von eingebettetem Stahl und Fasern zu trennen.
Je nach Zielproduktspezifikation können mehrere Mahlstufen eingesetzt werden. Das Anfangsmahlen erzeugt Gummigranulate im Bereich von 1–5 mm, die sich für Spielplatzoberflächen und Sportbahnen eignen. Weiteres Mahlen erzeugt feines Gummipulver von 10 bis 40 Mesh (0,4–2,0 mm) für Asphaltmodifikation und Formteile.
Siebsysteme klassifizieren gemahlenes Material nach Größe. Übergroße Partikel werden zur weiteren Verarbeitung zurück in die Mühle gegeben, während korrekt dimensioniertes Material in die Trennstufen gelangt. Dieses geschlossene Kreislaufsystem gewährleistet konstante Produktqualität und maximale Materialausnutzung.
Schritt 5: Stahlseparation
Magnetische Separation entfernt während des Mahlens freigesetzte Stahlfragmente. Selbst nach dem Entdraten enthalten Reifen beträchtliche Stahlanteile in den Gürtelpaketen und Perlenbereichen. Leistungsstarke Magnettrommeln oder Überbandmagnete ziehen ferromagnetische Materialien an und lassen Gummi und Fasern passieren.
Die Effizienz der magnetischen Trennung hängt von der Magnetstärke, der Materialdurchflussrate und der Partikelgröße ab. Mehrere Trennstufen können erforderlich sein, um hohe Stahlrückgewinnungsraten zu erreichen. Sauber zurückgewonnener Stahl erhöht den Umsatz und verhindert die Kontamination der Endgummiprodukte.
Moderne Gummirecyclinganlagen integrieren Magnetscheider nahtlos in die Materialflusssteuerung. Automatisierte Steuerungen passen die Magnetstärke je nach Materialeigenschaften an, optimieren die Rückgewinnung und erhalten dabei die Verarbeitungsgeschwindigkeit.
Schritt 6: Fasertrennung
Die Abtrennung von Textilfasern stellt die letzte Materialrückgewinnungsstufe dar. Reifen enthalten Nylon- oder Polyesterfasern, die der strukturellen Verstärkung dienen. Diese Fasern müssen entfernt werden, um sauberes Gummipulver für hochwertige Anwendungen zu produzieren.
Faserseparatoren verwenden eine Kombination aus Luftstrom und Siebung, um leichte Textilmaterialien von schwereren Gummipartikeln zu trennen. Vakuumsysteme saugen Fasern ab, während Gummi durch Klassifizierungs- bzw. Fallgitter fällt. Die getrennten Fasern können für verschiedene industrielle Anwendungen verkauft oder als Brennstoff in Zementöfen genutzt werden.
Um eine Fasernachtrennung von über 99 % zu erreichen, sind richtig eingestellte Luftströmungen und Siebkonfigurationen erforderlich. Betreiber überwachen die Trennleistung durch visuelle Kontrolle und Qualitätsprüfungen. Verbleibende Fasern im Gummipulver beeinträchtigen die Produktqualität und können Marktanwendungen einschränken.
Schritt 7: Endklassifizierung und Verpackung
Die Endverarbeitungsstufe klassifiziert Gummipulver oder -granulat nach Größe und bereitet die Produkte für den Versand vor. Präzisionssiebung gewährleistet eine gleichmäßige Partikelgrößenverteilung entsprechend den Kundenspezifikationen. Gängige Größenklassifizierungen umfassen 10–20 Mesh, 20–30 Mesh und 30–40 Mesh für Pulveranwendungen.
Verpackungsoptionen variieren je nach Kundenanforderungen und Transportlogistik. Big Bags (1-Tonnen-Kapazität) eignen sich für Großabnehmer mit Materialumschlagsausrüstung. Kleinere 25-kg-Säcke bedienen Kunden mit begrenztem Lagerplatz oder speziellen Chargenanforderungen. Einige Betriebe bieten Silolager mit pneumatischer Entladung für volumenstarke Daueranwender an.
Qualitätskontrollen in dieser Phase verifizieren Produktspezifikationen vor dem Versand. Analysen der Maschenweite, Feuchtigkeitsgehalt, Kontaminationsprüfungen durch Fasern und visuelle Inspektion gewährleisten konstante Produktqualität. Die Dokumentation der Testergebnisse vermittelt Kunden Vertrauen in die Produktkonsistenz.
Prozessoptimierungstipps
Die Optimierung Ihres Reifenrecyclingprozesses erfordert Aufmerksamkeit für mehrere Schlüsselfaktoren. Regelmäßige Wartung der Anlagen verhindert unerwartete Ausfallzeiten und erhält die Produktqualität. Klingenschärfpläne, Schmierintervalle und Programme zum Austausch von Sieben sorgen dafür, dass die Anlagen mit optimaler Effizienz arbeiten.
Die Steuerung der Beschickungsrate wirkt sich erheblich auf die Verarbeitungseffizienz aus. Eine Überbeschickung der Anlagen verursacht Verstopfungen und übermäßigen Verschleiß, während Unterbeschickung die Produktionskapazität reduziert. Die Ermittlung der optimalen Beschickungsrate für Ihre spezifischen Materialeigenschaften verbessert den Durchsatz und senkt die Betriebskosten.
Temperaturüberwachung während des Mahlens verhindert eine Gummidegradation. Übermäßige Hitze kann dazu führen, dass Gummi abbaut oder an Geräteoberflächen klebt. Kühlsysteme, Anpassungen der Verarbeitungsgeschwindigkeit und intermittierender Betrieb helfen, die Temperatur in akzeptablen Bereichen zu halten.
Ausrüstungskonfiguration für verschiedene Ausgänge
| Zielprodukt | Benötigte Ausrüstung | Typische Ausbeute |
|---|---|---|
| Gummistücke (50–100 mm) | Nur Reifenzerkleinerer | Reifenbrennstoff (TDF) |
| Gummigranulate (1–5 mm) | Zerkleinerer Mühle | Spielplatzoberflächen, Bahnen |
| Gummipulver (10–40 Mesh) | Komplette Linie mit Separatoren | Asphalt, Formteile |
Professionelle Reifenrecycling-Ausrüstung besorgen
Die Implementierung eines effizienten Reifenrecyclingprozesses erfordert qualitativ hochwertige Anlagen, die für den Dauerbetrieb ausgelegt sind. Bei Shuliy Machinery fertigen wir komplette Reifenrecyclinglinien, die auf Ihre spezifischen Produktionsanforderungen und Zielmärkte konfiguriert sind.
Unser Ingenieurteam hilft bei der Auslegung optimaler Prozessflüsse basierend auf Ihren Rohstoffcharakteristika, Produktionszielen und Produktspezifikationen. Vom einzelnen Maschinenmodul bis zu kompletten schlüsselfertigen Anlagen liefern wir Ausrüstung, die zuverlässige Leistung und konstante Produktqualität bietet.
Kontaktieren Sie uns, um Ihre Anforderungen für ein Reifenrecyclingprojekt zu besprechen und maßgeschneiderte Geräteempfehlungen für Ihren Betrieb zu erhalten.
Häufig gestellte Fragen
Wie lange dauert der Reifenrecycling-Prozess?
Der vollständige Reifenrecyclingprozess von ganzen Reifen bis zum fertigen Gummipulver dauert in einer kontinuierlichen Produktionslinie etwa 2–3 Minuten pro Reifen. Die tatsächliche Bearbeitungszeit hängt von der Reifengröße, der Anlagenkapazität und den Zielproduktspezifikationen ab.
Welcher Prozentsatz eines Reifens lässt sich recyceln?
Moderne Reifenrecyclingverfahren gewinnen etwa 95–98 % der Reifenmaterialien zurück. Gummipulver oder -granulat machen 65–70 % des Reifengewichts aus, Stahlkabel entfällt auf 15–20 % und Textilfasern auf 5–8 %. Nur minimale Rückstände gehen in den Abfall.
Was ist der Unterschied zwischen Gummipulver und Gummigranulat?
Gummigranulate sind größere Partikel (1–5 mm), die durch primäres Mahlen erzeugt werden und sich für Spielplatzoberflächen und Sportbahnen eignen. Gummipulver ist ein feineres Material (10–40 Mesh bzw. 0,4–2,0 mm), das durch sekundäres Mahlen hergestellt wird und in der Asphaltmodifizierung sowie für Formteile verwendet wird.
Wie viel Stahl lässt sich aus Reifen zurückgewinnen?
Pkw-Reifen enthalten etwa 10–15 % Stahlanteil nach Gewicht, während Lkw-Reifen 15–20 % Stahl enthalten. Eine typische Reifenrecyclinganlage mit einer Verarbeitungskapazität von 2 Tonnen pro Stunde kann täglich 300–400 kg sauberen Stahlkabels zurückgewinnen, was erhebliche zusätzliche Einnahmen generiert.
Was beeinflusst die Qualität von recyceltem Gummipulver?
Die Qualität von Gummipulver hängt von der Partikelgrößenkonsistenz, den Gehalten an Stahl- und Faserkontaminationen, dem Feuchtigkeitsgehalt und dem Fehlen fremder Materialien ab. Eine ordnungsgemäße Wartung der Geräte, Prozesskontrolle und Qualitätsprüfungen stellen sicher, dass Produktspezifikationen die Kundenanforderungen erfüllen.