Processus de recyclage des pneus : du déchet à la poudre de caoutchouc
Comprendre le processus de recyclage des pneus aide les opérateurs à optimiser l’efficacité de la production et la qualité du produit. Les usines modernes de recyclage de pneus transforment les pneus en fin de vie en matières premières précieuses via un processus systématique à plusieurs étapes. Ce guide explique chaque étape, de la collecte initiale des pneus à la production finale de poudre de caoutchouc.
Aperçu du processus de recyclage des pneus
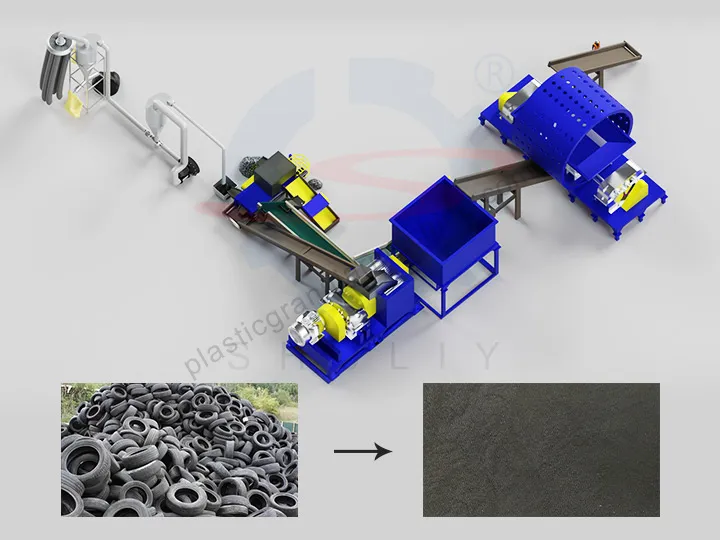
Le processus de recyclage des pneus comprend plusieurs étapes distinctes, chacune conçue pour réduire progressivement la taille des pneus et séparer les différents composants matériels. Une ligne complète de recyclage de pneus produit généralement trois principaux types de sortie : poudre ou granulés de caoutchouc, fil d’acier et fibre textile. Chaque matériau trouve des applications dans diverses industries, créant de la valeur à partir de ce qui était auparavant considéré comme des déchets.
L’efficacité de votre opération de recyclage de pneus dépend d’un bon choix d’équipement, de l’optimisation du processus et du contrôle de la qualité à chaque étape. Comprendre comment chaque étape contribue au produit final permet d’identifier des opportunités d’amélioration et de résoudre les problèmes lorsqu’ils surviennent.
Étape 1 : Collecte et tri initial des pneus
Le processus de recyclage des pneus commence par la collecte de pneus en fin de vie provenant de diverses sources. Les centres de service automobile, les détaillants en pneus, les opérateurs de flottes et les points de collecte des déchets municipaux fournissent la matière première. Une logistique de collecte appropriée garantit un approvisionnement constant pour une opération continue.
Le tri initial sépare les pneus par type et taille. Les pneus de voiture particulière, les pneus de camion et les pneus tout-terrain (OTR) nécessitent des approches de traitement différentes en raison de leurs différences de taille et de construction. Le tri identifie également les pneus non recyclables, comme ceux fortement contaminés ou endommagés au-delà de la capacité de traitement.
Les considérations de stockage sont très importantes. Les pneus doivent être stockés dans des zones couvertes, protégés du soleil direct et de l’accumulation de pluie. Un empilement correct évite la déformation et facilite l’alimentation efficace dans l’équipement de traitement. Les mesures de prévention des incendies méritent une attention particulière étant donné la nature inflammable des matériaux en caoutchouc.
Étape 2 : Démontage des pneus et pré-traitement
La pré-traitement prépare les pneus pour un broyage et un broyage efficaces. La première opération critique consiste à retirer les fils d’acier des flancs des pneus. Ces câbles en acier épais, intégrés dans la structure interne du pneu, peuvent endommager l’équipement de broyage s’ils ne sont pas enlevés au préalable.
Les déchiqueteuses de pneus utilisent une force hydraulique pour tirer les fils d’acier des carcasses de pneus. L’acier extrait représente un métal de récupération précieux qui peut être vendu directement aux recycleurs d’acier. L’acier propre issu du démontage de pneus est généralement mieux valorisé que le ferraille mixte en raison de sa composition connue et de sa contamination minimale.
Pour les pneus plus gros, notamment les pneus miniers OTR, des équipements de démontage de pneus spécialisés décomposent les structures massives en morceaux gérables. Cette réduction de taille préliminaire permet aux étapes de traitement suivantes de gérer efficacement le matériau.
Étape 3 : Broyage primaire
Le broyage primaire représente la première étape majeure de réduction de taille. Les broyeurs de pneus équipés de lames rotatives coupent les pneus entiers en morceaux de la taille d’une paume, environ 50-100mm. Cette réduction de taille spectaculaire prépare le matériau pour les opérations de broyage suivantes.
Les systèmes modernes de broyage de pneus utilisent des configurations à double ou quadruple arbres. Ces designs attirent automatiquement les pneus dans la chambre de coupe, réduisant les besoins d’alimentation manuelle. Les lames enchevêtrées tranchent le caoutchouc, l’acier et les fibres simultanément, créant des copeaux bruts uniformes adaptés à un traitement ultérieur.
La taille de sortie du broyeur peut être ajustée en modifiant la configuration de l'écran. Des écrans plus petits produisent des copeaux plus fins mais réduisent la capacité de débit. Les opérateurs équilibrent la taille de sortie avec le volume de production en fonction des exigences de l’équipement en aval et des spécifications du marché pour les produits intermédiaires.
Étape 4 : Broyage secondaire et réduction de taille
Le broyage secondaire transforme les copeaux de pneus broyés en granulés ou en poudre de caoutchouc. Cette étape utilise généralement des broyeurs rotatifs à grande vitesse avec des lames spécialisées pour le traitement du caoutchouc. Le processus de broyage génère de la chaleur par friction, ce qui aide à séparer le caoutchouc de l’acier et des fibres incorporés.
Plusieurs étapes de broyage peuvent être employées en fonction des spécifications du produit cible. Le broyage initial produit des granulés de caoutchouc dans la gamme de 1-5mm, adaptés aux surfaces de terrains de jeux et aux pistes d’athlétisme. Un broyage supplémentaire crée de la poudre de caoutchouc fine allant de 10 à 40 mesh (0,4-2,0mm) pour la modification de l’asphalte et les produits moulés.
Les systèmes de tamisage classifient le matériau broyé par taille. Les particules trop grosses retournent au broyeur pour un traitement supplémentaire, tandis que le matériau de taille correcte passe aux étapes de séparation. Ce système en boucle fermée garantit une qualité constante du produit et maximise l’utilisation du matériau.
Étape 5 : Séparation de l’acier
La séparation magnétique élimine les fragments d’acier libérés lors des opérations de broyage. Même après le démontage, les pneus contiennent une quantité importante d’acier dans leurs ceintures et zones de talons. Des tambours magnétiques puissants ou des aimants en bande attirent les matériaux ferreux tout en laissant passer le caoutchouc et les fibres.
L’efficacité de la séparation magnétique dépend de la force du magnétisme, du débit du matériau et de la taille des particules. Plusieurs étapes de séparation peuvent être nécessaires pour atteindre des taux élevés de récupération d’acier. L’acier propre récupéré dans ce processus ajoute de la valeur et évite la contamination des produits finaux en caoutchouc.
Les usines modernes de recyclage du caoutchouc intègrent des séparateurs magnétiques de manière transparente dans les systèmes de manutention. Des contrôles automatisés ajustent l’intensité du séparateur en fonction des caractéristiques du matériau, optimisant la récupération tout en maintenant la vitesse de traitement.
Étape 6 : Séparation des fibres
La séparation des fibres textiles représente la dernière étape de récupération du matériau. Les pneus contiennent des fibres en nylon ou polyester qui assurent le renforcement structurel. Ces fibres doivent être enlevées pour produire une poudre de caoutchouc propre adaptée à des applications de haute valeur.
Les séparateurs de fibres utilisent une combinaison de flux d’air et de tamisage pour éliminer les matériaux textiles légers des particules de caoutchouc plus lourdes. Des systèmes à vide aspirent les fibres tout en laissant passer le caoutchouc à travers des écrans de classification. La fibre séparée peut être vendue pour diverses applications industrielles ou utilisée comme combustible dans les fours à ciment.
Obtenir un taux de suppression des fibres de 99% nécessite un flux d’air et une configuration d’écran correctement ajustés. Les opérateurs surveillent l’efficacité de la séparation par inspection visuelle et tests de qualité. Toute fibre restante dans la poudre de caoutchouc affecte la qualité du produit et peut limiter ses applications sur le marché.
Étape 7 : Classification finale et emballage
La dernière étape de traitement classe la poudre ou les granulés de caoutchouc par taille et prépare les produits pour l’expédition. Un tamisage précis garantit une distribution uniforme de la taille des particules répondant aux spécifications du client. Les classifications de taille courantes incluent 10-20 mesh, 20-30 mesh et 30-40 mesh pour les applications en poudre.
Les options d’emballage varient en fonction des exigences du client et de la logistique de transport. Les sacs en vrac (capacité de 1 tonne) conviennent aux clients à gros volume avec équipement de manutention. Les sacs plus petits de 25 kg servent les clients ayant une capacité de stockage limitée ou des exigences spécifiques pour les lots. Certaines opérations proposent un stockage en silo avec décharge pneumatique pour les utilisateurs à volume élevé en continu.
Les tests de contrôle qualité à cette étape vérifient la conformité du produit avant l’expédition. L’analyse de la taille de maillage, la teneur en humidité, la vérification de la contamination par les fibres et l’inspection visuelle garantissent une qualité constante. La documentation des résultats de test donne confiance aux clients quant à la cohérence du produit.
Conseils d’optimisation du processus
L’optimisation de votre processus de recyclage des pneus nécessite une attention à plusieurs facteurs clés. Un entretien régulier de l’équipement prévient les arrêts imprévus et maintient la qualité du produit. Les programmes d’affûtage des lames, les routines de lubrification et le remplacement des écrans assurent un fonctionnement optimal de l’équipement.
La gestion du débit d’alimentation influence considérablement l’efficacité du traitement. Un sur-alimentation cause des blocages et une usure excessive, tandis qu’un sous-alimentation réduit la capacité de production. Trouver le débit d’alimentation optimal pour vos caractéristiques de matériau spécifiques améliore le débit et réduit les coûts d’exploitation.
La surveillance de la température pendant le broyage empêche la dégradation du caoutchouc. Une chaleur excessive peut faire dégrader ou faire coller le caoutchouc aux surfaces de l’équipement. Les systèmes de refroidissement, l’ajustement de la vitesse de traitement et le fonctionnement intermittent aident à gérer la température dans des plages acceptables.
Configuration de l’équipement pour différentes sorties
| Produit Cible | Équipement requis | Production typique |
|---|---|---|
| Éclats de caoutchouc (50-100mm) | Uniquement le broyeur de pneus | Carburant dérivé du pneu (TDF) |
| Granulés de caoutchouc (1-5mm) | Broyeur Broyeur | Surfaces de terrains de jeux, pistes |
| Poudre de caoutchouc (mesh 10-40) | Ligne complète avec séparateurs | Asphalte, produits moulés |
Obtenez un équipement professionnel de recyclage de pneus
La mise en œuvre d’un processus de recyclage de pneus efficace nécessite un équipement de qualité conçu pour un fonctionnement continu. Chez Shuliy Machinery, nous fabriquons des lignes complètes de recyclage de pneus configurées selon vos exigences de production et marchés cibles.
Notre équipe d’ingénierie aide à concevoir des flux de processus optimaux en fonction des caractéristiques de votre matière première, de vos objectifs de production et de vos spécifications de produit. De machines individuelles à des systèmes clés en main complets, nous fournissons un équipement fiable et garantissant une qualité constante.
Contactez-nous pour discuter de vos besoins en recyclage de pneus et recevoir des recommandations d’équipement personnalisées pour votre opération.
Questions Fréquemment Posées
Combien de temps dure le processus de recyclage des pneus ?
Le processus complet de recyclage des pneus, des pneus entiers à la poudre de caoutchouc finie, prend environ 2-3 minutes par pneu via une ligne de production continue. Le temps de traitement réel dépend de la taille du pneu, de la capacité de l’équipement et des spécifications du produit cible.
Quel pourcentage d’un pneu peut être recyclé ?
Les processus modernes de recyclage des pneus récupèrent environ 95-98% des matériaux du pneu. La poudre ou les granulés de caoutchouc représentent 65-70% du poids du pneu, le fil d’acier 15-20%, et la fibre textile 5-8%. Seules de petites résidus sont éliminés.
Quelle est la différence entre la poudre de caoutchouc et les granulés de caoutchouc ?
Les granulés de caoutchouc sont des particules plus grosses (1-5mm) produites par broyage primaire, adaptées aux surfaces de terrains de jeux et aux pistes d’athlétisme. La poudre de caoutchouc est un matériau plus fin (mesh 10-40 ou 0,4-2,0mm) créée par broyage secondaire, utilisée pour la modification de l’asphalte et les produits moulés.
Quelle quantité d’acier peut-on récupérer des pneus ?
Les pneus de voiture particulière contiennent environ 10-15% d’acier en poids, tandis que les pneus de camion en contiennent 15-20%. Une usine de recyclage de pneus typique traitant 2 tonnes par heure peut récupérer 300-400 kg de fil d’acier propre par jour, générant ainsi des revenus supplémentaires importants.
Qu’est-ce qui influence la qualité de la poudre de caoutchouc recyclé ?
La qualité de la poudre de caoutchouc dépend de la cohérence de la taille des particules, du niveau de contamination par l’acier et les fibres, de la teneur en humidité et de l’absence de matériaux étrangers. Un entretien approprié de l’équipement, un contrôle du processus et des tests de qualité garantissent que les spécifications du produit répondent aux exigences du client.