Tire Recycling Process: From Waste to Rubber Powder
Understanding the tire recycling process helps operators optimize production efficiency and product quality. Modern tire recycling plants transform end-of-life tires into valuable raw materials through a systematic multi-stage process. This guide explains each step from initial tire collection to final rubber powder production.
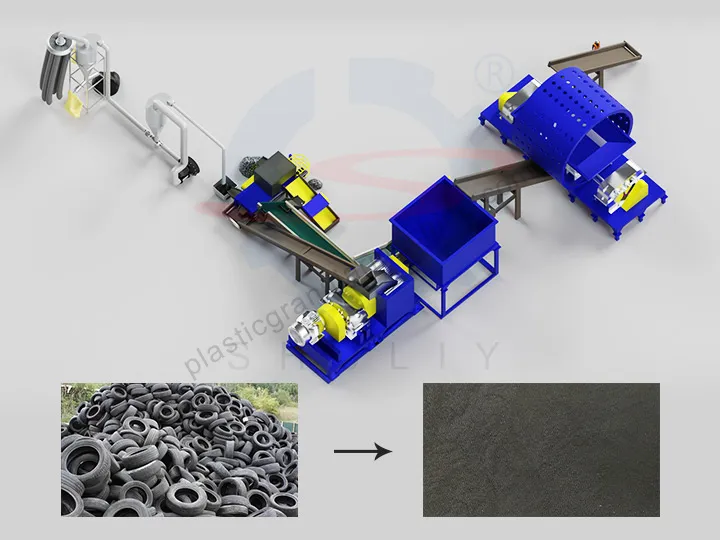
Overview of the Tire Recycling Process
The tire recycling process involves several distinct stages, each designed to progressively reduce tire size and separate different material components. A complete tire recycling line typically produces three main outputs: rubber powder or granules, steel wire, and textile fiber. Each material finds applications in various industries, creating value from what was previously considered waste.
The efficiency of your tire recycling operation depends on proper equipment selection, process optimization, and quality control at each stage. Understanding how each step contributes to the final product helps identify improvement opportunities and troubleshoot issues when they arise.
Step 1: Tire Collection and Initial Sorting
The tire recycling process begins with collecting end-of-life tires from various sources. Automotive service centers, tire retailers, fleet operators, and municipal waste collection points provide the raw material feedstock. Proper collection logistics ensure consistent supply for continuous operation.
Initial sorting separates tires by type and size. Passenger car tires, truck tires, and off-the-road (OTR) tires require different processing approaches due to their size and construction differences. Sorting also identifies tires unsuitable for recycling, such as those severely contaminated or damaged beyond processing capability.
Storage considerations matter significantly. Tires should be stored in covered areas protected from direct sunlight and rain accumulation. Proper stacking prevents deformation and facilitates efficient feeding into processing equipment. Fire prevention measures deserve particular attention given the combustible nature of rubber materials.
Step 2: Tire Debeading and Pre-Processing
Pre-processing prepares tires for efficient shredding and grinding. The first critical operation involves removing the steel bead wires from tire sidewalls. These thick steel cables, embedded in the tire’s inner structure, can damage shredding equipment if not removed beforehand.
Tire debeaders use hydraulic force to pull bead wires from tire casings. The extracted steel represents valuable scrap metal that can be sold directly to steel recyclers. Clean steel from tire debeading typically commands better prices than mixed scrap because of its known composition and minimal contamination.
For larger tires, particularly OTR mining tires, specialized tire dismantling equipment breaks down massive tire structures into manageable pieces. This preliminary size reduction enables subsequent processing stages to handle the material efficiently.
Step 3: Primary Shredding
Primary shredding represents the first major size reduction stage. Tire shredders equipped with rotating blades cut whole tires into palm-sized pieces approximately 50-100mm in size. This dramatic size reduction prepares material for subsequent grinding operations.
Modern tire shredding systems use dual-shaft or four-shaft configurations. These designs pull tires into the cutting chamber automatically, reducing manual feeding requirements. The intermeshing blades slice through rubber, steel, and fiber components simultaneously, creating uniform rough chips suitable for further processing.
Shredder output size can be adjusted by changing screen configurations. Smaller screens produce finer chips but reduce throughput capacity. Operators balance output size against production volume based on downstream equipment requirements and market specifications for intermediate products.
Step 4: Secondary Grinding and Size Reduction
Secondary grinding transforms shredded tire chips into rubber granules or powder. This stage typically uses high-speed rotary grinders with specialized blades designed for rubber processing. The grinding process generates friction heat, which helps separate rubber from embedded steel and fiber materials.
Multiple grinding stages may be employed depending on target product specifications. Initial grinding produces rubber granules in the 1-5mm range suitable for playground surfaces and athletic tracks. Further grinding creates fine rubber powder ranging from 10 to 40 mesh (0.4-2.0mm) for asphalt modification and molded products.
Screening systems classify ground material by size. Oversized particles return to the grinder for additional processing while correctly sized material proceeds to separation stages. This closed-loop system ensures consistent product quality and maximizes material utilization.
Step 5: Steel Separation
Magnetic separation removes steel fragments liberated during grinding operations. Even after debeading, tires contain significant steel content in their belt packages and bead areas. Powerful magnetic drums or over-belt magnets attract ferrous materials while allowing rubber and fiber to pass through.
The efficiency of magnetic separation depends on magnet strength, material flow rate, and particle size. Multiple separation stages may be necessary to achieve high steel recovery rates. Clean steel recovered from this process adds revenue value and prevents contamination of final rubber products.
Modern rubber recycling plants integrate magnetic separators seamlessly into material handling systems. Automated controls adjust separator intensity based on material characteristics, optimizing recovery while maintaining processing speed.
Step 6: Fiber Separation
Textile fiber separation represents the final material recovery stage. Tires contain nylon or polyester fibers that provide structural reinforcement. These fibers must be removed to produce clean rubber powder suitable for high-value applications.
Fiber separators use a combination of airflow and screening to remove lightweight textile materials from heavier rubber particles. Vacuum systems draw fibers away while allowing rubber to fall through classification screens. The separated fiber can be sold for various industrial applications or used as fuel in cement kilns.
Achieving 99%+ fiber removal requires properly adjusted airflow and screen configurations. Operators monitor separation efficiency through visual inspection and quality testing. Any fiber remaining in rubber powder affects product quality and may limit market applications.
Step 7: Final Classification and Packaging
The final processing stage classifies rubber powder or granules by size and prepares products for shipment. Precision screening ensures consistent particle size distribution meeting customer specifications. Common size classifications include 10-20 mesh, 20-30 mesh, and 30-40 mesh for powder applications.
Packaging options vary based on customer requirements and transportation logistics. Bulk bags (1-ton capacity) suit large-volume customers with material handling equipment. Smaller 25kg bags serve customers with limited storage capacity or specific batch requirements. Some operations offer silo storage with pneumatic discharge for high-volume continuous users.
Quality control testing at this stage verifies product specifications before shipment. Mesh size analysis, moisture content, fiber contamination checks, and visual inspection ensure consistent product quality. Documentation of test results provides customers with confidence in product consistency.
Process Optimization Tips
Optimizing your tire recycling process requires attention to several key factors. Regular equipment maintenance prevents unexpected downtime and maintains product quality. Blade sharpening schedules, lubrication routines, and screen replacement programs keep equipment operating at peak efficiency.
Feed rate management significantly impacts processing efficiency. Overfeeding equipment causes jams and excessive wear while underfeeding reduces production capacity. Finding the optimal feed rate for your specific material characteristics improves throughput and reduces operating costs.
Temperature monitoring during grinding prevents rubber degradation. Excessive heat can cause rubber to degrade or stick to equipment surfaces. Cooling systems, processing speed adjustments, and intermittent operation help manage temperature within acceptable ranges.
Equipment Configuration for Different Outputs
| Target Product | Required Equipment | Typical Output |
|---|---|---|
| Rubber Chips (50-100mm) | Tire Shredder only | Tire-Derived Fuel (TDF) |
| Rubber Granules (1-5mm) | Shredder + Grinder | Playground surfaces, tracks |
| Rubber Powder (10-40 mesh) | Complete line with separators | Asphalt, molded products |
Get Professional Tire Recycling Equipment
Implementing an efficient tire recycling process requires quality equipment designed for continuous operation. At Shuliy Machinery, we manufacture complete tire recycling lines configured to your specific production requirements and target markets.
Our engineering team helps design optimal process flows based on your feedstock characteristics, production targets, and product specifications. From individual machines to complete turnkey systems, we provide equipment that delivers reliable performance and consistent product quality.
Contact us to discuss your tire recycling project requirements and receive customized equipment recommendations for your operation.
Frequently Asked Questions
How long does the tire recycling process take?
The complete tire recycling process from whole tires to finished rubber powder takes approximately 2-3 minutes per tire through a continuous production line. Actual processing time depends on tire size, equipment capacity, and target product specifications.
What percentage of a tire can be recycled?
Modern tire recycling processes recover approximately 95-98% of tire materials. Rubber powder or granules represent 65-70% of tire weight, steel wire accounts for 15-20%, and textile fiber makes up 5-8%. Only minimal residue goes to waste.
What is the difference between rubber powder and rubber granules?
Rubber granules are larger particles (1-5mm) produced through primary grinding, suitable for playground surfaces and athletic tracks. Rubber powder is finer material (10-40 mesh or 0.4-2.0mm) created through secondary grinding, used in asphalt modification and molded products.
How much steel can be recovered from tires?
Passenger car tires contain approximately 10-15% steel by weight, while truck tires contain 15-20% steel. A typical tire recycling plant processing 2 tons per hour can recover 300-400 kg of clean steel wire daily, generating significant additional revenue.
What affects the quality of recycled rubber powder?
Rubber powder quality depends on particle size consistency, steel and fiber contamination levels, moisture content, and absence of foreign materials. Proper equipment maintenance, process control, and quality testing ensure product specifications meet customer requirements.